

Guía de selección
Carburo Industrial rebabas
CARBURO REBABAS SELECCIÓN Y USO:
El primer paso para seleccionar la rebaba adecuada es elegir la mejor forma y estilo de corte.
El primer paso para seleccionar la rebaba adecuada es elegir la mejor forma y estilo de corte.
- La selección de la forma y del diámetro debe basarse en la pieza de trabajo y en la operación a realizar.
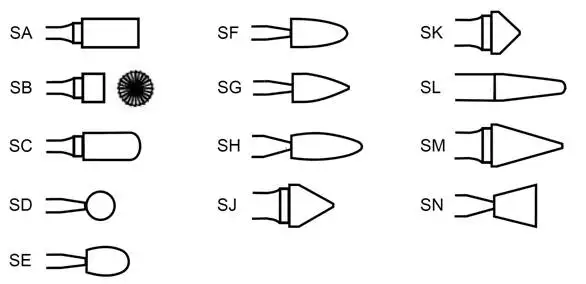
- Burs tienen 13 formas básicas:
- Burs vienen en 7 clases de estilo de la flauta de la siguiente manera.

6 - Doble Corte: Remoción de stock muy eficiente. Crea un pequeño chip. Buen acabado Excelente control del operador.
3 - Cortar Individual: Fluting de propósito general. Produce chips largos.
1 - de metales no ferrosos: Para materiales no ferrosos. Remoción de stock agresiva.
3SP - SP Rompevirutas: Proporciona desglose en fichas. Mejor control
4 - Corte del Diamante: Para aceros aleados tratados con calor y resistentes donde el control es importante. Crea un chip similar a un polvo. Excelente acabado
2 - Corte Grueso: Proporciona un área de flauta grande para materiales ferrosos más blandos. Eliminación rápida de stock.
5 -Bien Corte: Para uso general en materiales duros que requieren un acabado fino.
- Selección de corte se basaría en el material, y el acabado requerido.
Material 6 3 1 3SP 4 2 5 Aluminio 
Latón, Bronce Cobre Fibra de carbon Fibra de vidrio Hierro fundido Plásticos Goma dura Acero, 40-55 Rc 
Acero, 55-60 Rc Acero, carbono Acero, níquel cromo Acero inoxidable Acero, Piezas soldadas Titanio Zinc
El segundo paso en la selección de la derecha grado de carburo de tungsteno.
Tenemos el tamaño métrico y el tamaño fraccionario para las fresas industriales de carburo. Mientras tanto, tenemos 3 tipos de grados diferentes de carburo llamados K30, K25, K20 para rebabas de carburo.
Grado Cobalt HRA HRC Densidad
(ISO 3369)Resistencia a la rotura transversal (ISO 3327) K30 8% 89,3-89,5 74,3-74,6 14.8 2000 K25 7% 89,5-90,5 74,6-77 14.9 2650 K20 6% 90,1-91,5 76,2-78,4 14.7- 15 1800
El tercer paso en la selección de la velocidad de rotación adecuado para SYNDENT carburo de rebabas.
Estas son recomendaciones generales de velocidad que pueden necesitar ser ajustadas para una aplicación especial
Desliza o desliza para ver más información.El material de la pieza de trabajo RECOMENDADO ROTARY SPEEDr / min (velocidad Rotary = el número x1000 abajo) Dia 3 mm Dia 6 mm Dia 8 mm 10mm Dia 12mm Dia 16mm Dia 20mm Dia 25mm Dia Acero, acero fundido No-
endurecido, no-
aceros tratados térmicamenteRectificado agresivo 60000-
9500032000-
4800024000-
3600019000-
2900016000-
2400012000-
1800010000-
140008000-
11000Molienda fina 48000-
6400024000-
3200018000-
2400014000-
1900012000-
160009000-
120007000-
10006000-
8000Metales no ferrosos duros Rectificado agresivo 27000-
3700013000-
1900010000-
140008000-
110007000-
90005000-
70004000-
60003000-
4000Molienda fina 37000-
4800019000-
2400014000-
1800011000-
140009000-
120007000-
90006000-
70004000-
6000Acero inoxidable (INOX) Aceros Rust y resistentes al ácido Rectificado agresivo 32000-
4800016000-
2400012000-
1800010000-
140008000-
120006000-
90005000-
70004000-
6000Molienda fina 37000-
4800019000-
2400014000-
1800011000-
140009000-
120007000-
90006000-
70004000-
6000Rectificado agresivo 32000-
4800016000-
2400012000-
1800010000-
140008000-
120006000-
90005000-
70004000-
6000Molienda fina 37000-
5300019000-
2700014000-
2000011000-
160009000-
130007000-
110006000-
80004000-
6000Hierro fundido Fundición gris, fundición blanca Rectificado agresivo 60000-
9500032000-
4800024000-
3600019000-
2900016000-
2400012000-
1800010000-
140008000-
11000molienda media 48000-
6400024000-
3200018000-
2400014000-
1900012000-
160009000-
120007000-
10006000-
8000Molienda fina 53000-
6400027000-
3200020000-
2400016000-
1900013000-
1600010000-
120008000-
100006000-
8000